En el exigente mundo de la maquinaria agrícola y forestal, cada componente, por pequeño que sea, juega un papel crucial en el rendimiento y la durabilidad de sus equipos. Y cuando hablamos de uniones, la elección y aplicación de adhesivos industriales se ha convertido en una ciencia tan vital como la soldadura o el atornillado. Sin embargo, ¿cuántas veces hemos confiado en un pegamento para una reparación rápida solo para ver cómo falla al poco tiempo? La verdad es que, incluso con los productos más avanzados, el éxito de una unión adhesiva reside en la precisión y el conocimiento.
Los adhesivos industriales modernos están diseñados para soportar cargas extremas, vibraciones constantes, temperaturas fluctuantes y entornos químicamente agresivos, características comunes en el ámbito agrícola. Pero su potencial solo se libera cuando se utilizan correctamente. Un error común puede comprometer seriamente la resistencia, flexibilidad y durabilidad de la unión, resultando en costosas averías, tiempos de inactividad innecesarios y un mantenimiento adicional que podríamos haber evitado. Como expertos en recambios y accesorios para su taller y ganadería, en Agricola Trivino queremos ayudarle a dominar esta técnica. Hemos identificado los 9 errores más comunes en el uso de adhesivos industriales para que pueda evitarlos y asegurar reparaciones robustas y duraderas.
1. La Superficie a Pegar No Está Correctamente Preparada
La preparación de la superficie es, sin lugar a dudas, el paso más crítico para garantizar una unión adhesiva exitosa. Imagínese intentar pintar sobre una superficie sucia y grasienta; el resultado será una capa irregular y de corta duración. Lo mismo ocurre con los adhesivos. Una superficie mal preparada es la causa principal de la mayoría de los fallos en las uniones.
Tipos de Contaminantes y Sus Efectos
- Grasa y Aceite: Procedentes de lubricantes, aceites hidráulicos o incluso huellas dactilares. Crean una barrera que impide el contacto directo del adhesivo con el sustrato, reduciendo drásticamente la adherencia.
- Polvo y Suciedad: Partículas sólidas que actúan como puntos de concentración de tensiones y reducen la superficie de contacto efectiva. Comunes en ambientes de campo.
- Óxido y Corrosión: En metales, estas capas débiles no ofrecen una base sólida para el adhesivo y pueden desprenderse con el tiempo, llevando al fallo de la unión.
- Pintura o Recubrimientos Antiguos: Si no están firmemente adheridos, el adhesivo se unirá a la capa débil en lugar del material base.
- Restos de Adhesivos Anteriores: Pueden reaccionar con el nuevo adhesivo o crear una superficie irregular.
Métodos de Preparación de Superficies
La preparación adecuada puede variar según el material y el adhesivo, pero generalmente implica:
- Limpieza y Desengrase: Eliminar grasas, aceites y suciedad. Este paso es fundamental y debe hacerse con productos específicos.
- Abrasión Mecánica: Para metales, plásticos duros o superficies oxidadas, el lijado, esmerilado o chorro de arena (sandblasting) crea una superficie rugosa que aumenta la superficie de contacto y la energía superficial. Esto es vital para que el adhesivo «muerda» el material. Un lijado ligero con papel de lija de grano fino (P180-P320) suele ser suficiente.
- Relimpieza: Después de la abrasión, es crucial volver a limpiar para eliminar el polvo y las partículas generadas.
- Activación de Superficie: Para algunos plásticos de baja energía superficial (como PE, PP, PTFE), puede ser necesario un tratamiento adicional con imprimaciones o activadores para mejorar la humectabilidad del adhesivo.
Siempre consulte la ficha técnica del adhesivo y las especificaciones del fabricante del componente a reparar para determinar el método de preparación más adecuado. Un buen inicio es asegurar una superficie limpia y seca, libre de cualquier contaminante visible o invisible.
2. Utilizar el Limpiador Incorrecto o No Utilizar Ningún Limpiador
Tan importante como limpiar es usar el limpiador adecuado. No todos los limpiadores son iguales, y un error en esta elección puede ser contraproducente, dejando residuos que impidan una unión fuerte.
El Peligro de los Limpiadores Inadecuados
- Limpiadores de Frenos Genéricos: Muchos contienen aceites o siliconas que, aunque limpian el freno, dejan una película invisible en la superficie. Esta película es un potente antiadherente que arruinará cualquier unión.
- Disolventes no Puros: La gasolina, el diésel o algunos disolventes de baja calidad pueden dejar residuos aceitosos o cerosos.
- Agua y Jabón: Si bien el agua puede limpiar la suciedad, no siempre elimina grasas y puede dejar sales minerales al secarse, además de no ser adecuada para todos los materiales.
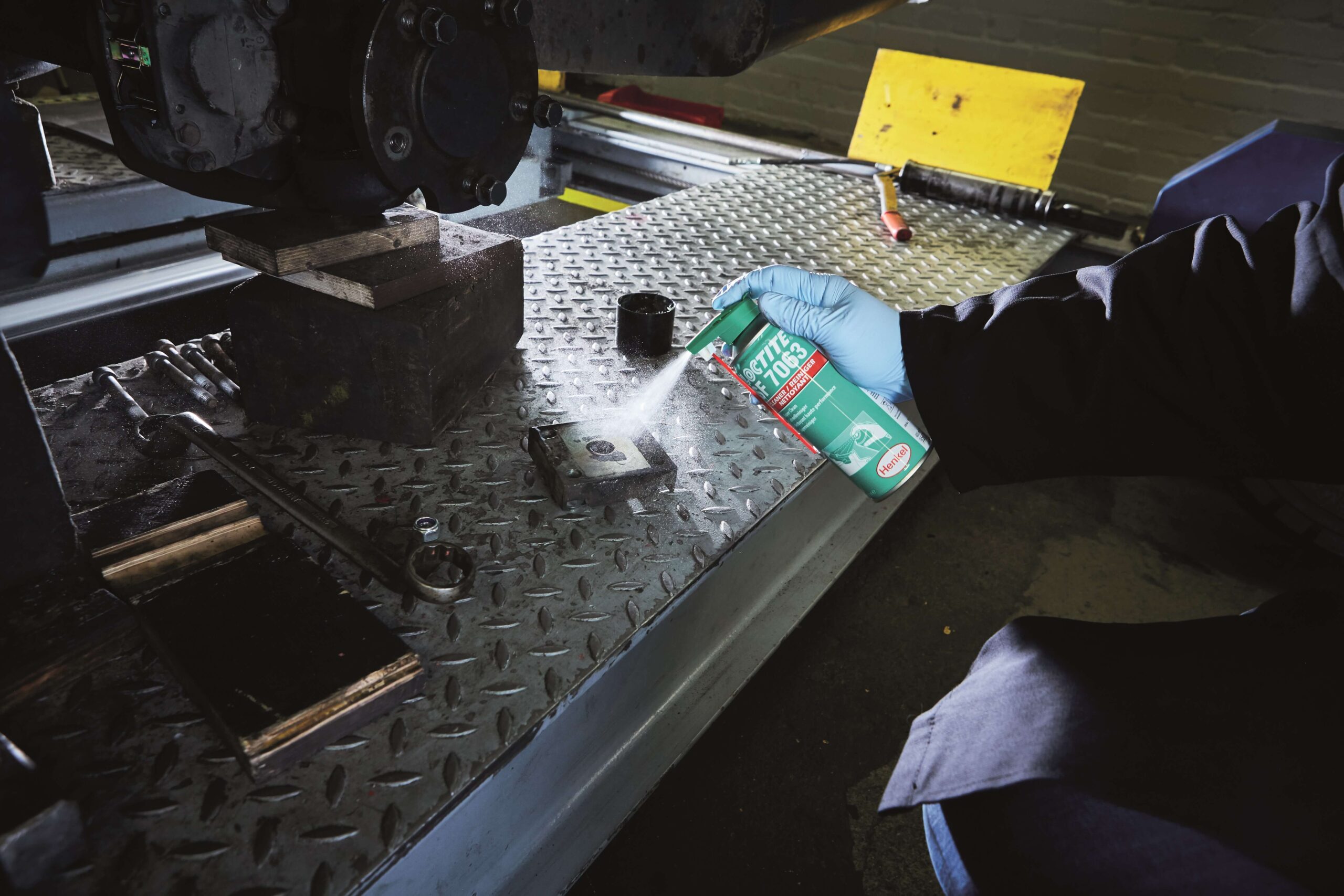
La Elección del Limpiador Correcto
Lo ideal es utilizar limpiadores desengrasantes industriales específicos para la preparación de superficies antes del pegado. Estos productos están formulados para evaporarse completamente sin dejar residuos. Un ejemplo excelente es el Spray limpiador rápido Loctite 7070, 400ml, diseñado precisamente para este fin. Asegúrese de:
- Aplicar el limpiador generosamente sobre un paño limpio y sin pelusas.
- Limpiar la superficie a fondo, cambiando el paño si se ensucia.
- Permitir que el limpiador se evapore completamente antes de aplicar el adhesivo. Un secado forzado con aire limpio (sin aceite) puede acelerar el proceso.
La limpieza es un proceso de dos pasos: primero, elimine la suciedad gruesa, luego desengrase con un limpiador específico. Si realiza un lijado, siempre desengrase antes y después.
3. Utilizar el Producto Adhesivo Incorrecto para la Aplicación
El mercado ofrece una vasta gama de adhesivos, cada uno diseñado para aplicaciones y condiciones específicas. Elegir el adhesivo equivocado es como intentar arar un campo con un tractor de jardín: simplemente no está hecho para esa tarea.
Clasificación de Adhesivos Industriales y Sus Usos en Maquinaria Agrícola
Para seleccionar el adhesivo correcto, considere los siguientes factores:
- Tipo de Materiales a Unir: ¿Metal con metal? ¿Metal con plástico? ¿Goma con metal? No todos los adhesivos funcionan bien con todos los materiales.
- Condiciones Ambientales: ¿Estará expuesto a la intemperie, a altas o bajas temperaturas, a la humedad, a productos químicos (combustible, aceite, fertilizantes)?
- Tipo de Carga y Esfuerzo: ¿La unión soportará cargas de cizallamiento, tracción, pelado, impactos, vibraciones?
- Tiempo de Curado y Manejo: ¿Necesita una unión instantánea o tiene tiempo para que cure lentamente?
- Capacidad de Relleno de Holguras: ¿Necesita rellenar huecos entre piezas o solo unir superficies planas?
Ejemplos de Adhesivos Comunes y sus Aplicaciones Típicas:
| Tipo de Adhesivo |
Características Principales |
Aplicaciones en Maquinaria Agrícola |
| Cianoacrilatos (Instantáneos) |
Curado rápido por humedad, alta resistencia a tracción. Poca capacidad de relleno. |
Pequeñas reparaciones rápidas de componentes plásticos o de goma que no soporten grandes cargas, fijación temporal. |
| Anaeróbicos (Fijadores, Selladores) |
Curado en ausencia de aire y en presencia de metales. Resistencia a vibraciones, sellado de roscas. |
Fijación de roscas (tornillos, espárragos), retención de elementos cilíndricos (cojinetes, bujes), sellado de tuberías hidráulicas y neumáticas. |
| Epoxis |
Alta resistencia estructural, excelente relleno de holguras, buena resistencia química y térmica. |
Reparación de carcasas de metal agrietadas, unión de componentes estructurales, anclaje de pernos en hormigón. |
| Poliuretanos |
Flexibles, buena adherencia a diversos sustratos, resistentes a la intemperie y vibraciones. |
Sellado de cabinas, unión de paneles de carrocería, pegado de lunas, reparación de componentes de goma. |
| Siliconas |
Muy flexibles, resistentes a altas temperaturas y humedad, excelentes selladores. |
Formación de juntas líquidas (sustituyendo juntas de papel o corcho), sellado de componentes eléctricos o electrónicos, sellado de cárteres de aceite. |
Para componentes que requieren un ajuste preciso, como un Retén 12.5x20x5 mm, tipo: CB DIN 3760, a menudo se utilizan selladores o fijadores anaeróbicos para asegurar su posición y evitar fugas, complementando su función mecánica. De la misma forma, para asegurar elementos como un Circlip externo 9×1 mm DIN471 o una Arandela ajuste 16x26x1,0 en situaciones de alta vibración, un fijador de roscas puede ser un aliado indispensable, incluso si no es su función principal de unión.
4. Utilización de un Adhesivo Caducado
Los adhesivos, como muchos productos químicos, tienen una vida útil limitada. Ignorar la fecha de caducidad es un error común que puede comprometer seriamente la calidad de la unión.
Impacto de la Caducidad
Con el tiempo, los componentes químicos de un adhesivo pueden degradarse, alterando sus propiedades. Esto puede manifestarse en:
- Reducción de la Fuerza de Adhesión: La unión no alcanzará la resistencia esperada.
- Curado Incompleto o Lento: El adhesivo puede no endurecerse completamente o tardar mucho más de lo normal, dejando una unión débil y pegajosa.
- Cambio en la Consistencia: Puede volverse más viscoso, grumoso o separarse en fases.
- Pérdida de Flexibilidad o Resistencia Química: Las propiedades clave pueden verse afectadas.
Gestión de Adhesivos en el Taller
- Verifique Siempre la Fecha: Antes de usar cualquier adhesivo, revise la fecha de caducidad impresa en el envase.
- Almacenamiento Adecuado: Guarde los adhesivos en un lugar fresco, seco y oscuro, lejos de la luz solar directa y de fluctuaciones extremas de temperatura. Algunos adhesivos requieren refrigeración (consulte la ficha técnica).
- Rotación de Stock: Utilice primero los productos más antiguos (First-In, First-Out – FIFO) para evitar que caduquen.
- Envases Abiertos: Una vez abiertos, la vida útil puede reducirse significativamente, especialmente para adhesivos que curan con la humedad. Siga las recomendaciones del fabricante.
Aunque un adhesivo caducado pueda parecer utilizable, el riesgo de fallo es demasiado alto para justificar su uso en reparaciones de maquinaria crítica. El ahorro inicial no compensa el coste de una avería.
5. Técnica de Aplicación Incorrecta o Cantidad Insuficiente/Excesiva
La forma en que se aplica el adhesivo es tan importante como el adhesivo en sí. Una aplicación deficiente puede crear puntos débiles o zonas sin unir, incluso con el mejor producto.
Errores Comunes en la Aplicación
- Aplicar Demasiado Poco Adhesivo: No cubre toda la superficie de unión, dejando áreas sin adherir que actúan como puntos de inicio de fallos. La unión será débil.
- Aplicar Demasiado Adhesivo: Puede aumentar el tiempo de curado, reducir la fuerza de unión (especialmente en adhesivos anaeróbicos que requieren ausencia de aire) y generar excesos que son difíciles de limpiar y pueden interferir con el funcionamiento de otras piezas.
- Aplicación Irregular: Un cordón inconsistente o no uniforme deja vacíos y burbujas de aire, creando puntos de debilidad.
- No Mezclar Correctamente (Adhesivos Bicompomente): En epoxis o poliuretanos de dos partes, una mezcla inadecuada de los componentes (resina y endurecedor) resultará en un curado incompleto o en una unión con propiedades muy inferiores a las esperadas. Use las proporciones exactas y mezcle a fondo.
- Ignorar el «Tiempo Abierto»: Es el tiempo máximo desde que se aplica el adhesivo hasta que las piezas deben unirse. Superarlo puede resultar en una unión débil o nula, ya que el adhesivo ha empezado a curar.
Mejores Prácticas de Aplicación
- Seguir las Instrucciones del Fabricante: Cada adhesivo es diferente. La ficha técnica especifica la cantidad ideal, el patrón de aplicación y el tiempo abierto.
- Herramientas de Aplicación: Utilice boquillas, pistolas dosificadoras o espátulas adecuadas para asegurar una aplicación uniforme y controlada.
- Cobertura Uniforme: Asegúrese de que el adhesivo cubra toda la superficie de unión de manera homogénea. En algunos casos, aplicar a ambas superficies y luego unirlas puede ser beneficioso.
- Eliminar Excesos: Limpie el exceso de adhesivo inmediatamente con el disolvente recomendado por el fabricante, antes de que cure.
6. No Permitir un Curado Adecuado ni Respetar las Condiciones de Curado
El curado es el proceso químico por el cual el adhesivo pasa de estado líquido a sólido, desarrollando sus propiedades de unión. Interrumpir o no respetar este proceso es una receta para el desastre.
Factores que Afectan el Curado
- Tiempo de Curado: Hay un tiempo de manipulación (cuando la pieza puede moverse con cuidado) y un tiempo de curado completo (cuando alcanza su máxima resistencia). No se deben confundir. Mover o cargar la pieza antes del curado completo es un error grave.
- Temperatura: La mayoría de los adhesivos tienen una temperatura óptima de curado. Temperaturas demasiado bajas pueden ralentizar o impedir el curado; temperaturas demasiado altas pueden acelerarlo excesivamente o incluso degradar el adhesivo. En invierno, en talleres no calefactados, esto es un factor crítico.
- Humedad: Algunos adhesivos (como los poliuretanos o cianoacrilatos) curan por humedad ambiental. Otros (como los anaeróbicos) requieren ausencia de oxígeno.
- Presencia de Activadores/Imprimaciones: En algunos casos, se necesitan activadores para acelerar el curado o para unir materiales pasivos (metales no ferrosos).
- Fijación/Sujeción: Durante el curado, es esencial mantener las piezas unidas y en la posición correcta mediante sargentos, mordazas o soportes. Esto evita que las piezas se muevan y asegura una línea de unión uniforme.
Consecuencias de un Curado Inadecuado
- Unión débil o inexistente.
- Adhesivo pegajoso y sin endurecer.
- Fallo prematuro de la reparación bajo carga.
- Formación de burbujas o huecos en la línea de unión.
Sea paciente. El tiempo de curado completo puede ser de horas o incluso días. Planifique sus reparaciones para permitir este tiempo y, si es posible, use calentadores o lámparas IR para asegurar una temperatura ambiente adecuada en el taller durante los meses fríos.
7. Ignorar las Medidas de Seguridad y el Uso de EPIs
Trabajar con adhesivos industriales implica manejar productos químicos. Ignorar las precauciones de seguridad no solo es irresponsable sino que puede tener graves consecuencias para la salud.
Riesgos Asociados a los Adhesivos
- Irritación de la Piel y Ojos: Muchos adhesivos pueden causar irritación, quemaduras o sensibilización al contacto.
- Inhalación de Vapores: Algunos adhesivos liberan vapores que pueden ser irritantes para el sistema respiratorio, causar dolores de cabeza, mareos o, en exposiciones prolongadas, problemas más graves.
- Reacciones Alérgicas: Algunas personas pueden desarrollar alergias a ciertos componentes químicos.
- Inflamabilidad: Ciertos disolventes y adhesivos son inflamables.
Equipo de Protección Individual (EPI) Esencial
- Guantes: De nitrilo o butilo, adecuados para el tipo de adhesivo que se está utilizando. Los guantes de látex no siempre son suficientes.
- Gafas de Seguridad: Protegen los ojos de salpicaduras accidentales.
- Mascarilla Respiratoria: Con filtros adecuados para vapores orgánicos si se trabaja en áreas poco ventiladas o con grandes cantidades de adhesivo.
- Ventilación: Trabaje siempre en un área bien ventilada. Si es posible, utilice extractores de humos.
Consejos de Seguridad Adicionales
- Leer la Hoja de Datos de Seguridad (SDS/MSDS): Antes de usar un nuevo adhesivo, revise su SDS para conocer los riesgos específicos, las precauciones y los primeros auxilios.
- Almacenamiento Seguro: Guarde los adhesivos en sus envases originales, bien cerrados, y fuera del alcance de niños y personal no autorizado.
- Primeros Auxilios: Tenga a mano un botiquín de primeros auxilios y sepa cómo actuar en caso de contacto accidental.
La seguridad en el taller es primordial. Unos segundos dedicados a ponerse los EPIs pueden evitar un accidente grave.
8. No Considerar el Diseño de la Unión Adhesiva
El pegado no es un simple «untar y juntar». La geometría de las piezas y cómo se distribuyen las fuerzas en la unión son fundamentales para su resistencia. Ignorar el diseño de la unión es un error común que limita el rendimiento del adhesivo.
Principios Clave del Diseño de Uniones Adhesivas
Los adhesivos son muy fuertes en ciertas direcciones de carga y muy débiles en otras. Para maximizar su rendimiento, se deben diseñar las uniones para que el adhesivo trabaje principalmente bajo:
- Cizallamiento (Shear): Las fuerzas actúan paralelas a la superficie de unión, distribuyéndose sobre una gran área. Ejemplo: unión solapada.
- Tracción (Tension): Las fuerzas actúan perpendicularmente a la superficie de unión, tirando de ella. Ejemplo: unión a tope.
Y evitar que el adhesivo trabaje bajo:
- Pelado (Peel): Una fuerza se aplica en un extremo de la unión, intentando «despegar» el adhesivo de una de las superficies. Los adhesivos son extremadamente débiles a la carga de pelado.
- Disgregación o Hendidura (Cleavage): Similar al pelado, pero la fuerza se concentra en un punto, abriendo la unión como una cuña.
Diseños de Unión Recomendados para Maquinaria Agrícola
- Uniones Solapadas (Lap Joints): Ideales para unir chapas de metal o plásticos. La superficie de solape debe ser lo suficientemente grande para distribuir la carga.
- Uniones a Tope con Refuerzo (Butt Joints with Straps): Para unir dos piezas en línea, se puede pegar una tira adicional sobre la unión para crear dos uniones solapadas.
- Uniones de Chaflán o Bisel (Scarf Joints): Aumentan el área de unión y distribuyen la carga de manera más uniforme que una unión a tope simple.
- Uniones Cilíndricas (Cylindrical Joints): Para fijar rodamientos, casquillos o ejes, los adhesivos de retención aprovechan la holgura radial para crear una unión de 360 grados de alta resistencia al cizallamiento.
Siempre que sea posible, combine el adhesivo con métodos mecánicos (remaches, tornillos) en uniones híbridas. Los adhesivos pueden sellar, amortiguar vibraciones y distribuir cargas mejor que los sujetadores mecánicos por sí solos, pero estos últimos ofrecen un respaldo de seguridad.
9. Falta de Inspección Post-Aplicación y Control de Calidad
Una vez que el adhesivo ha curado, el trabajo no termina. Una inspección final es crucial para asegurar que la unión cumple con los estándares requeridos y que no hay defectos que puedan comprometer su durabilidad.
Pasos de Inspección y Control de Calidad
- Inspección Visual:
- Verificar la uniformidad del cordón adhesivo y la ausencia de huecos, burbujas o zonas sin adhesivo.
- Asegurarse de que no haya exceso de adhesivo en áreas críticas que pueda interferir con el funcionamiento de la máquina.
- Comprobar que no haya indicios de curado incompleto (zonas pegajosas o blandas).
- Pruebas No Destructivas (cuando sea posible):
- Prueba de sonido (tapping): En algunos materiales, un sonido hueco puede indicar un despegue o un curado incompleto.
- Prueba de carga ligera: Si la aplicación lo permite, aplicar una carga mínima para confirmar la integridad de la unión antes de someterla a su carga máxima de trabajo.
- Documentación:
- Registrar el adhesivo utilizado, la fecha de aplicación, el lote, las condiciones ambientales y cualquier observación relevante. Esto es invaluable para el seguimiento y la resolución de problemas futuros.
- Establecer Criterios de Aceptación: Defina claramente qué se considera una unión aceptable y qué no.
La inspección post-aplicación es su última línea de defensa contra un fallo prematuro. No subestime su importancia, especialmente en equipos que operan en condiciones extremas o que son críticos para la producción agrícola.
Preguntas Frecuentes sobre Adhesivos Industriales
¿Puedo utilizar un adhesivo multiusos para todas mis reparaciones en la maquinaria agrícola?
No, rotundamente no. Los adhesivos multiusos suelen ofrecer una solución genérica con un rendimiento limitado en condiciones industriales. La maquinaria agrícola y forestal está sometida a vibraciones, cambios de temperatura, humedad, polvo y productos químicos (aceites, combustibles, fertilizantes) que requieren adhesivos con propiedades muy específicas. Utilizar un adhesivo «para todo» es uno de los errores más comunes y puede llevar a fallos prematuros, costosas averías y tiempos de inactividad. Siempre elija un adhesivo diseñado para el tipo de material, las cargas y el entorno de su aplicación específica.
¿Qué debo hacer si accidentalmente pego algo con un adhesivo industrial que no quería?
La acción inmediata es clave. Para cianoacrilatos (super-pegamentos), a menudo se utilizan disolventes a base de acetona, pero con precaución para no dañar los materiales circundantes. Para epoxis o poliuretanos, si el adhesivo aún no ha curado, puede limpiarse con el disolvente recomendado por el fabricante (generalmente alcohol isopropílico o un disolvente específico). Una vez curados, la eliminación suele requerir medios mecánicos (lijado, raspado) o térmicos, lo cual puede ser complicado y potencialmente dañino para el sustrato. Siempre consulte la Hoja de Datos de Seguridad (SDS) del adhesivo para conocer las recomendaciones de limpieza y eliminación.
¿Es siempre mejor usar un adhesivo que un tornillo o una soldadura?
No siempre es mejor, pero a menudo es una alternativa superior o complementaria. La elección entre adhesivos, tornillos o soldadura depende de la aplicación. Los adhesivos ofrecen ventajas como la distribución uniforme de la carga sobre una superficie amplia (evitando puntos de concentración de tensión), el sellado hermético contra líquidos y gases, la unión de materiales diferentes, la amortiguación de vibraciones y la reducción de peso. Sin embargo, no son adecuados para todas las situaciones, especialmente donde se requiere desmontaje frecuente, o en uniones que soporten cargas de pelado o disgregación extremas. En muchos casos, la mejor solución es una unión híbrida, donde los adhesivos complementan a los sujetadores mecánicos, mejorando la resistencia y la durabilidad del conjunto.
Productos recomendados en Agricola Trivino
Ver toda la categoria →